
 أداة المحدودة")

TEL :+86-20-85673122
+86-20-38075383
+86-20-86000892
+86-20-86003046
FAX : +86-20-38075383
+86-20-85673122
MOBILE:+86-13710056861
ADD:315-316, NO.4 Zhujie Road,Tianhe,Guangzhou City,Guangdong Province,China
عنوان : 315-316 ، رقم 4 ، تشوجيانغ الطريق ، حي تيانخه ، وقوانغتشو ، قوانغدونغ ، الصين

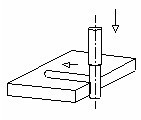
【垂直進刀】

【斜線軌跡進刀】
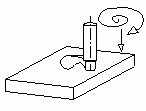
【螺旋軌跡進刀】
【邊緣進刀】
加工方式示意圖
高速切削的加工方式有許多特點,原則上採分層環切加工,順銑加工刀具壽命較長,而來回往返銑方式刀具壽命最低。
直接垂直向下進刀較易出現崩刃現象,較不宜採用。
斜線軌跡進刀方式是逐漸加大軸像切深運動到設定的軸向切深值,銑削力是逐漸加大的,因此對刀具和主軸的衝擊比垂直下刀小,可明顯減少下刀崩刃的現象。
螺旋式軌跡進刀是從工件上方開始,螺旋向下切入。由於採用連續加工的方式可以較易保證加工精度,且由於沒有速度突變,可使用較高的速度進行加工。螺旋進刀最適合不規則形狀及型腔(3D)高速加工的需要。
邊緣進刀是一種兩段式的進刀方式,刀子向下時並不接觸加工物,然後以橫向方式進刀,以避免垂直進刀的發生。另外在CNC機器上,邊緣進刀的電腦程式相對的比斜線軌跡進刀程式容易編寫。